1、工艺流程图

2、设备图

3、具体操作过程
加液
加液有清洗工作开始时的清洗液添加,清洗过程中补给,和清洗液更换三种,加液过程中需要注意的事项有:
1) 循环清洗过程中存在一定量的清洗液损耗,当储液槽中的清洗液低于最低液位线时,需要及时补给;
2) 丝网清洗累积到一定的数量,清洗液不能满足清洗效果要求的时候,注意更换清洗液。
4、清洗和漂洗
清洗和漂洗阶段是采用喷淋管道和喷头对丝网进行清洗和漂洗。不锈钢液泵会将清洗液从清洗槽和漂洗槽中抽吸出来,以实现丝网的喷淋清洗和漂洗。
1) 清洗方式为输送链式,清洗时间由输送带的传动速度来控制。输送带的传动速度应根据油墨的种类、丝印面的大小、喷头的压力、及丝印网的可清洗难以程度进行调整。
2) 清洗分为预清洗和精洗,分别在两个腔体内进行,两道清洗腔之间用风刀回切隔离。
3) 清洗腔与漂洗腔之间设置隔离室,同样采用风刀回切进行隔离。
4) 喷头压力一般控制在2~3KG,可根据感光胶和丝网材质与结构进行调整。
5) 清洗段和漂洗段分别装有独立的二级循环过滤系统,过滤芯孔径为10μm。
5、干燥
丝网干燥采用高压风机热风循环方式进行干燥,温度控制80~120℃,干燥时间由输送带的传动速度控制。
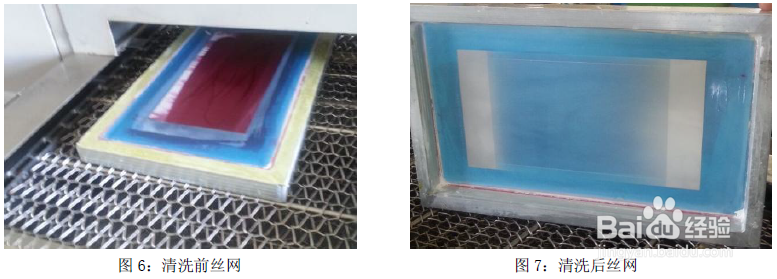
6、清洗效果
下图为UV油墨丝印网板清洗前后的效果对比,喷淋压力为2.5KG,清洗时间为2~3min。