1、热压成型机原料:液压电机、耐高压油泵、电磁换向阀、储油箱、油管、接头、油压缸、油缸固定板、活动压板、固定工作底板、隔热板、发热棒、电气系统、温控系统、导柱、导套、润滑装置、底座、安全光栅、防护围栏、操作按钮盒、压力传感器、PLC、电柜等
2、热压成型机制作方法:
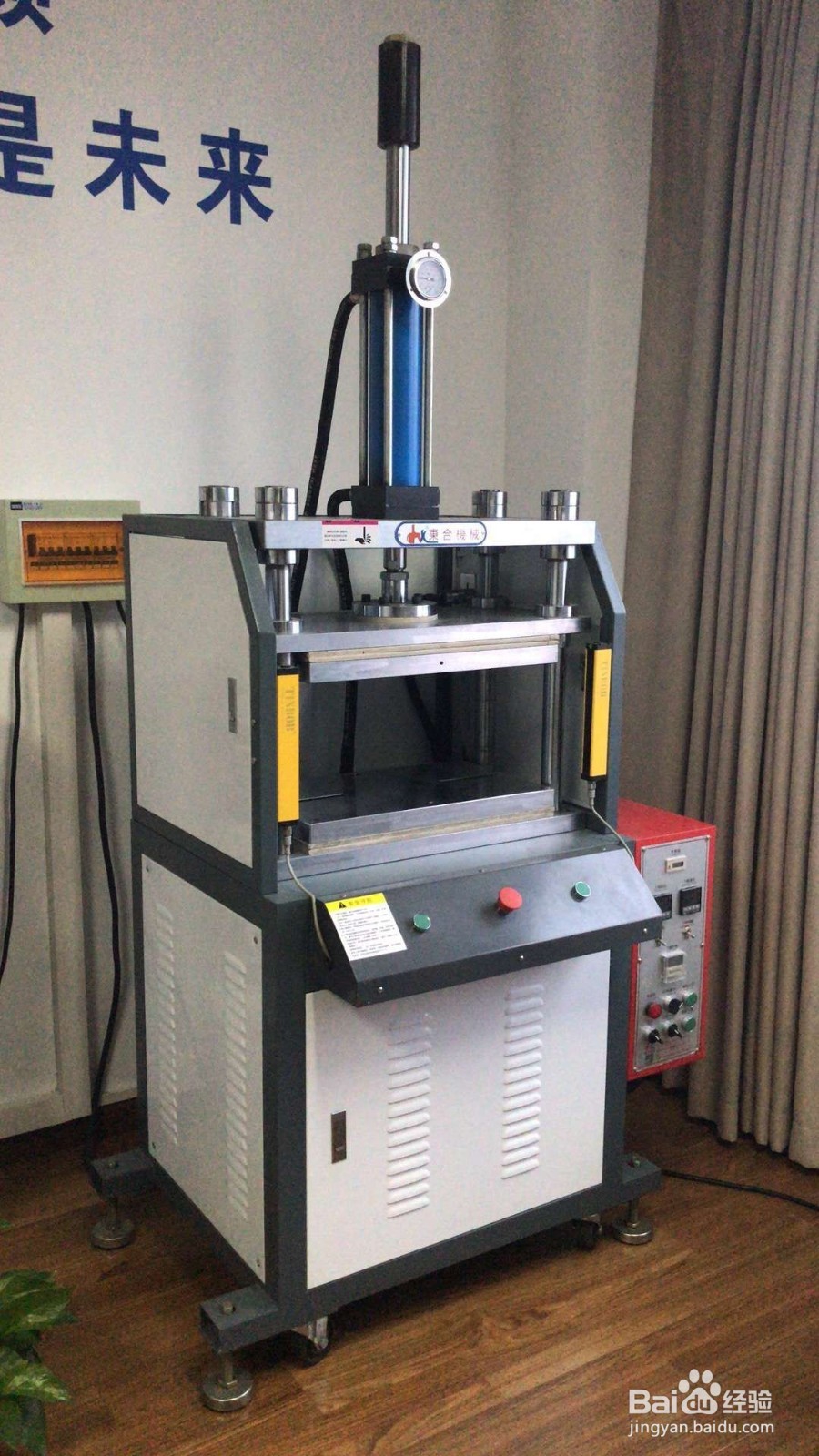
机架8、工作台、进油管和出油管;
机架8的顶端设置有压盘结构;
压盘结构通过伸缩轴与机架进行连接;
工作台设置于机架内;
工作台上设置有支撑结构;
支撑结构设置在压盘结构的下方;
压盘结构包括压盘1,压盘1后端设置有第一出油口和第一进油口;
支撑结构包括支撑盘4,支撑盘4后端设置有第二出油口和第二进油口;
第一进油口与进油管相连通,第一出油口与第二进油口相连,第二出油口与出油管相连通;
需要说明的是,第一出油口与第二进油口通过油管进行连接。
压盘结构还包括固定板3和隔热板2;
隔热板2的顶端固定安装在所述固定板3上;
隔热板2的下端与所述压盘1可拆卸式连接。
其中,压盘1上设置有多个安装孔;压盘1通过所述安装孔与隔热板2螺栓连接。需要说明的是,隔热板2为不锈钢隔热板;压盘1为中空压盘。
支撑结构还包括固定盘5和支撑杆6;
支撑盘4设置在固定盘5上;
支撑盘4的前后两端与支撑杆6进行连接。
支撑盘4为中空支撑盘;
需要说明的是,支撑盘4前后两端都设置有支撑杆6,为了更好地固定支撑盘4。

3、热压成型机制作过程中需要注意的事项:
连接件的精度公差要保证,制作场地环境的整洁,制作者的人身安全,每做完一道工序都要及时反复的检查及测试
