1、基准不重合误差产生的原因及计算:如图所示工件,图中M面和G面已经加工至规定尺寸A±TA/2,现在加工N面,要求保证尺寸B±TB/2。采用以下两种方案加工
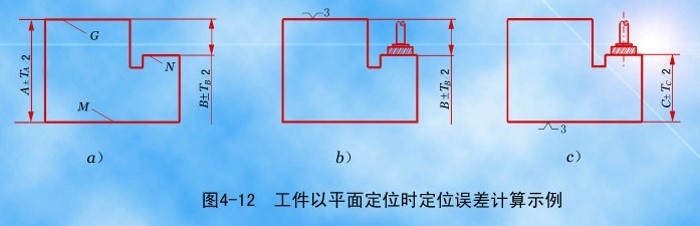
2、以G面定位。由于尺寸B±TB/2的工序基准为G面,因此,定位基准与工序基准重合。对刀时,铣刀对刀基点在G面,将工作台上移,或将铣刀下移A-B(通常将工作台上移,铣刀下移需要专门设计)。 加工以后,由于A尺寸存在公差,因此,可以在A+TA/2及A-TA/2范围内变化。但是,不论该尺寸如何变化,并不影响B±TB/2。受影响的是M面与N面间的距离
3、定位误差的典型形式及分析计算 1.工件以平面定位时定位误差的分析计算2.工件以内孔轴线作为定位基准,以内孔表面作定位基面时,定位误差的分析计算。 如图所示。以内孔定位,和心轴配合铣削平面。相关尺寸如图所示。

4、工件定位面与夹具定位元件共同构成定位副,由于定位副制造得不准确和定位副间的配合间隙引起定位基准变动,也是基准位移误差的一种形式,称为定位副制造不准确误差
5、定位销(心轴)水平放置工件装到定位销中后,由于自重作用,工件定位孔与心轴上母线接触,孔轴线O处于心轴轴线O1的下方,由于定位副制造不准确引起的定位误差:

6、工件以内孔轴线作为定位基准,以内孔表面作为定位表面,在外圆表面加工一平面,工序尺寸的标注方法分别如图所示,试计算在上述四种情况下的定位误差。
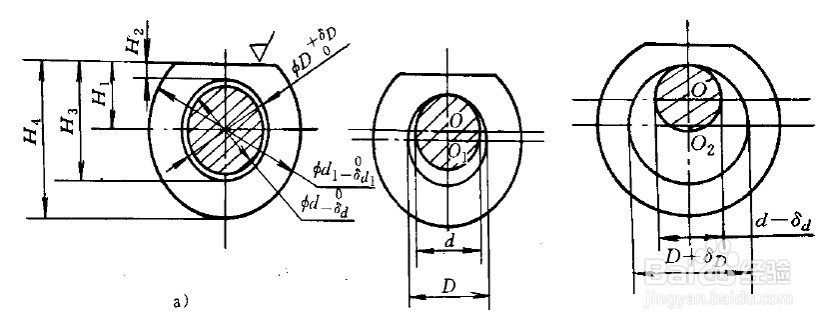
7、解如下图


