1、第一步,如图所示使用三爪反爪,把毛坯件装夹好,同时使用滑针校正一下端面。

2、第二步,使用YG8刀具,加工端面,要求端面需完成。

3、第三步,转动刀架换刀具,如图,也可以使用90度刀具加工内端面。要去加工深度15.5。
4、第四步,再换刀具,使用如图那样的盲孔刀具,加工出大内孔。要求直径258毫米。

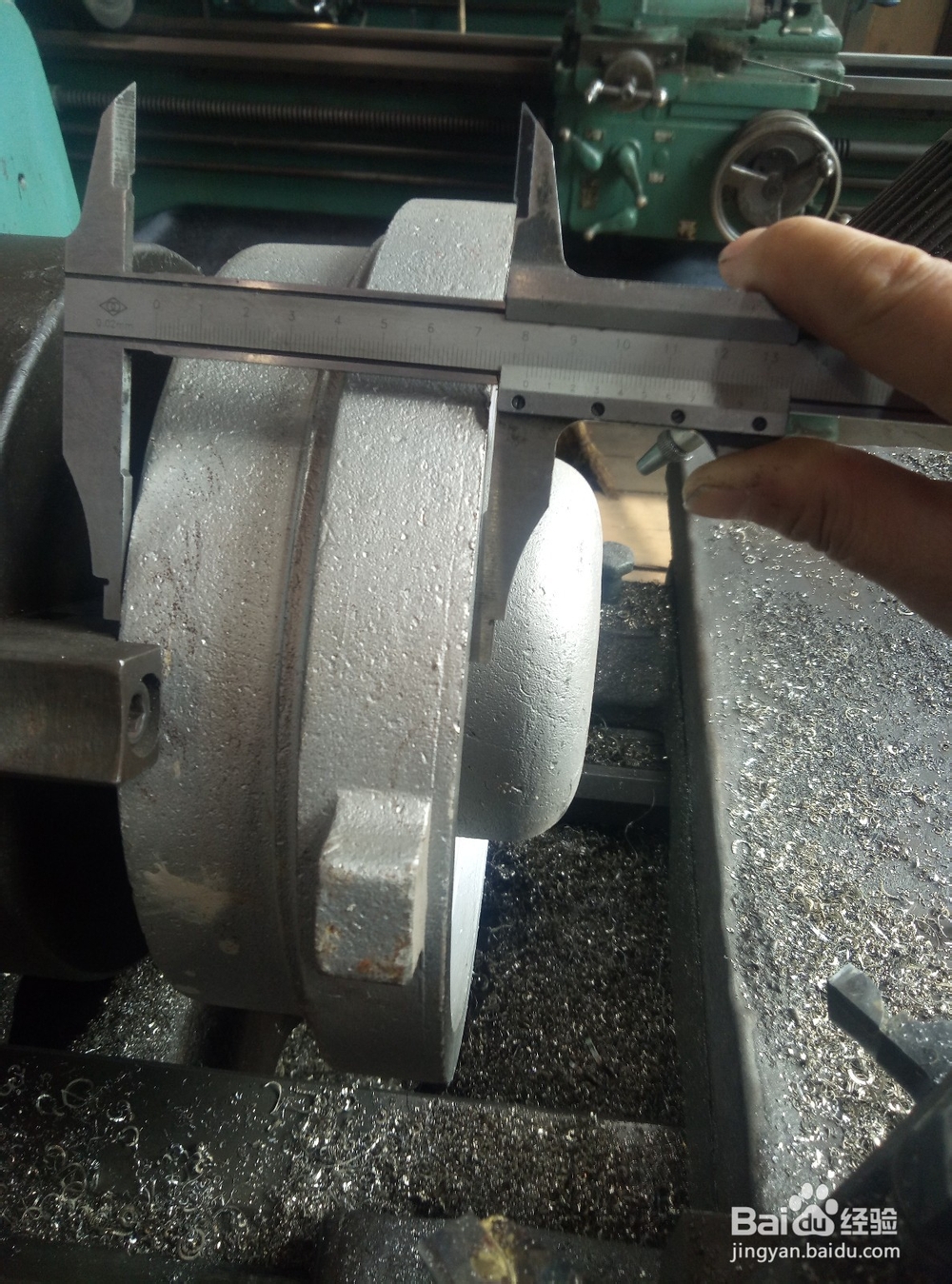
5、第五步,使用游标卡测量直径258,使用深度卡测量深度15.5-16。

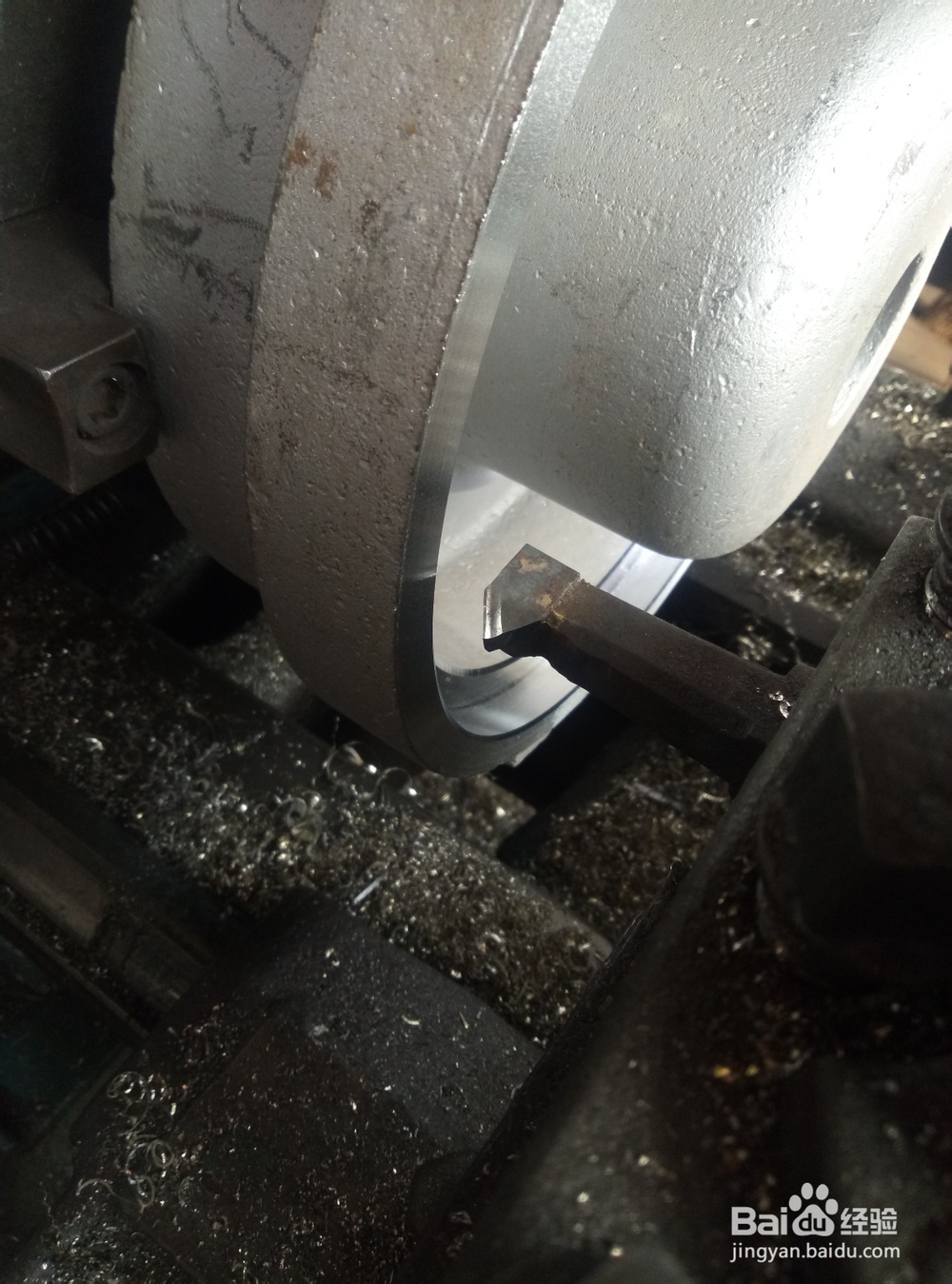
6、第六步,使用镗孔刀具倒棱。

7、第七步,使用镗孔刀具加工内孔,要求孔直径47±20。
8、最后去毛边,使用砂纸打磨。完成粗加工。
