1、 简单法第一步:选择最少25个正常生产的样品,对相关规格进行测量,将测量值输入EXCEL。
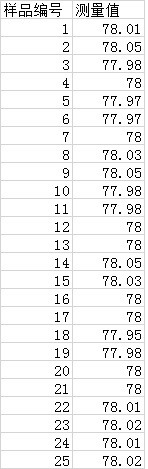
2、 简单法第二步:用EXCEL中的STDEV函数,求出标准差。本例标准差为0.03;用AVERAGE函数,求出平均值,本例平均值为78.00。
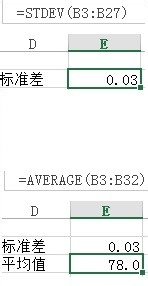
3、 简单法第三步:根据统计学的正态分布原理,将标准值定义在+/-3倍标准差范围,本例规格值范围定义为78.00+/-0.09。
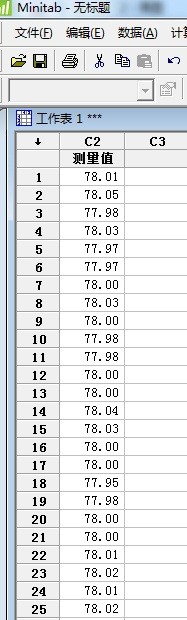
4、 MINITAB法第一步:将测量值导入MINITAB。
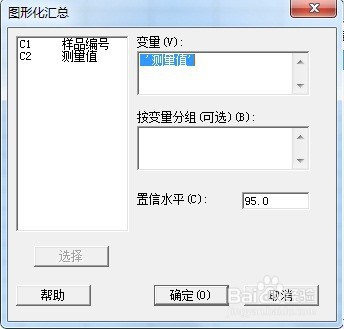
5、 MINITAB法第二步:MINITAB软件操作:选择“统计”-->“基本统计量”-->图形化汇总;在变量栏中输入“测量值”。
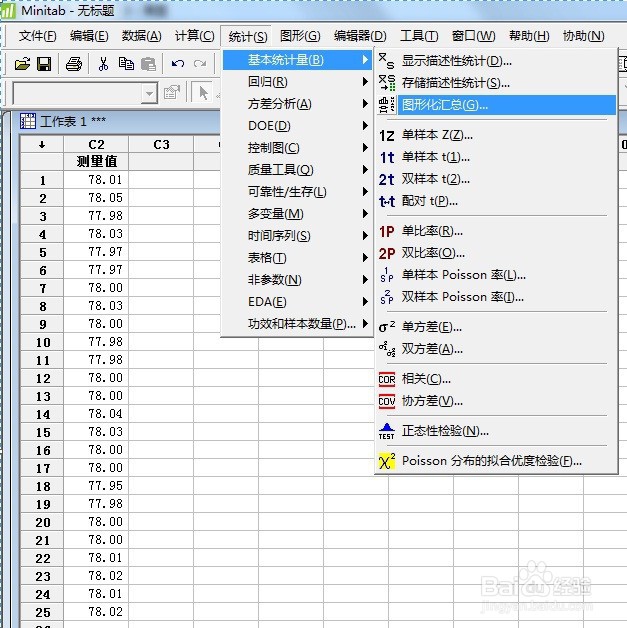
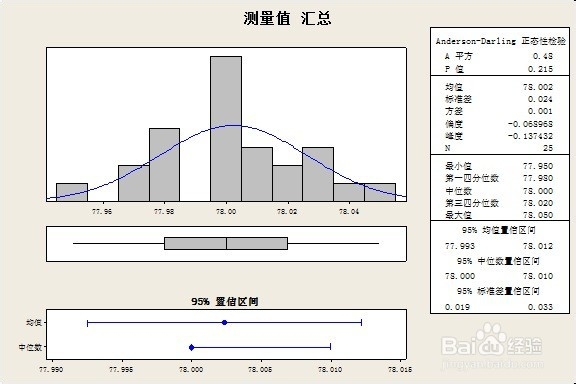
6、 MINITAB法第三步:获得MINITAB生成的图形和数据分析。
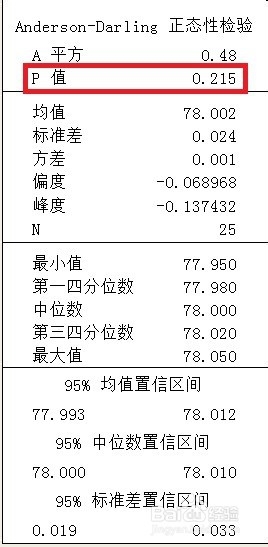
7、 MINITAB法第四步:查看数据分析栏的数值P,若P>0.05,表明数据是正态分布的,制程可控,用于制定规格的数据是有效的,可以接着进行下一步分析;若P<0.05,则需要对制程进行调整控制,重新选择样品进行测量。本例 P>0.05,脂欧袭数据有效。
8、 MINITAB法第五步各瞧:查看数据分析栏的数值平均值和中位数,通常选择中位数作为产品的中间规格值。本例中位数为78.00。
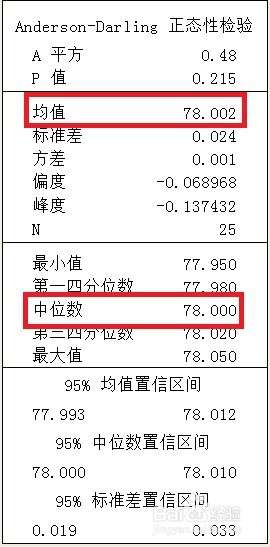
9、 MINITAB法第六步:查看数据分析栏的数值标准差,本例为0.024。

10、 MINITAB法第七步:根忌艺据统计学的正态分布原理,将标准值定义在+/-3倍标准差范围,本例规格值范围定义为78.00+/-0.07。