1、这里,我们以裁布机为例进行分析说明,见下图。

2、在EXCEL中设计机器加工时间分析结构,如下图。
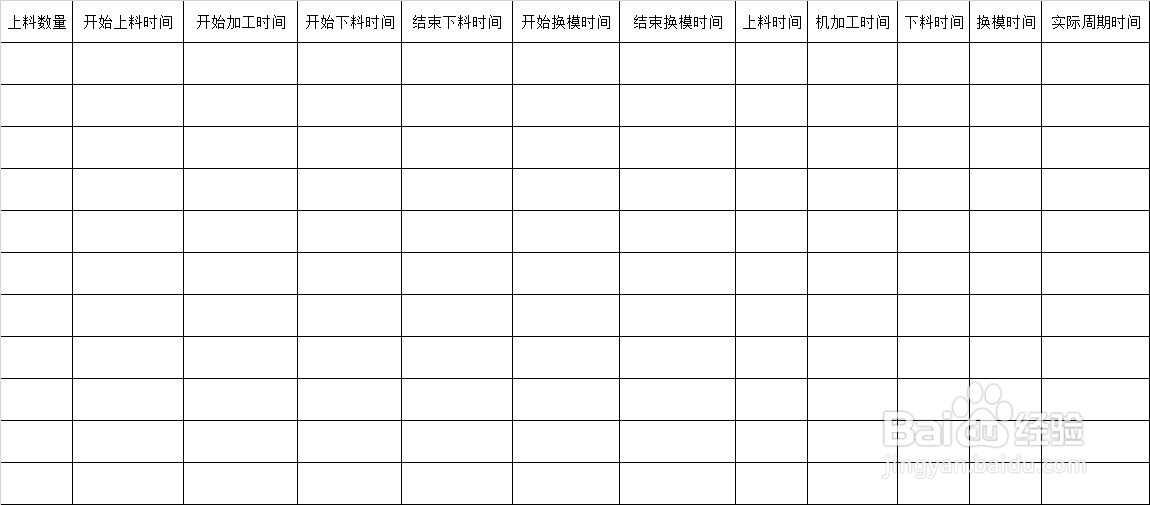
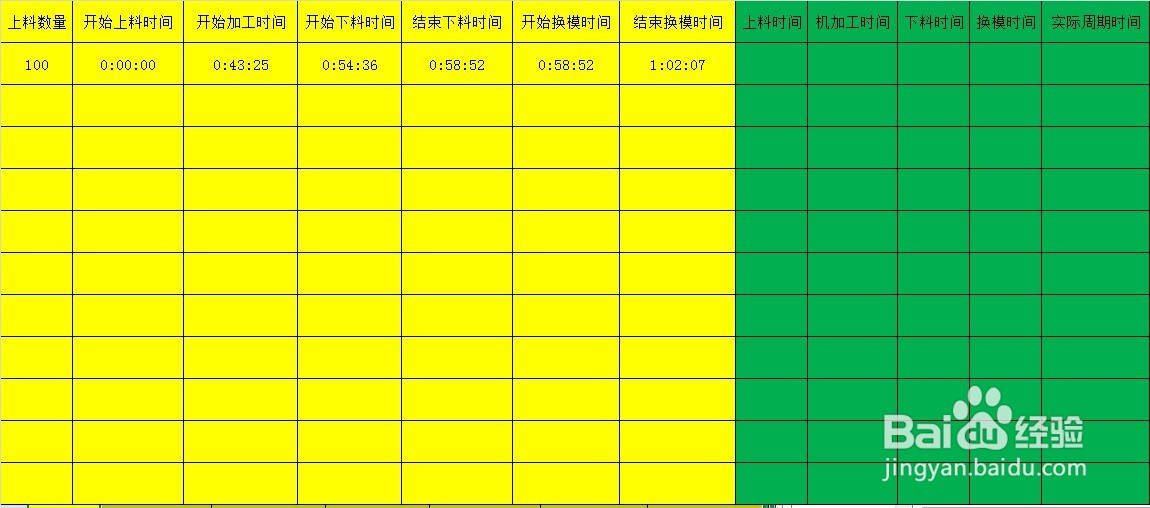
3、将看视频填写的数据填成黄色,用函数计算的填成绿色,如下图。

4、选中看视频填写的时间,将单元格格式按下图所示设置。

5、看视频填入时间,如下图。
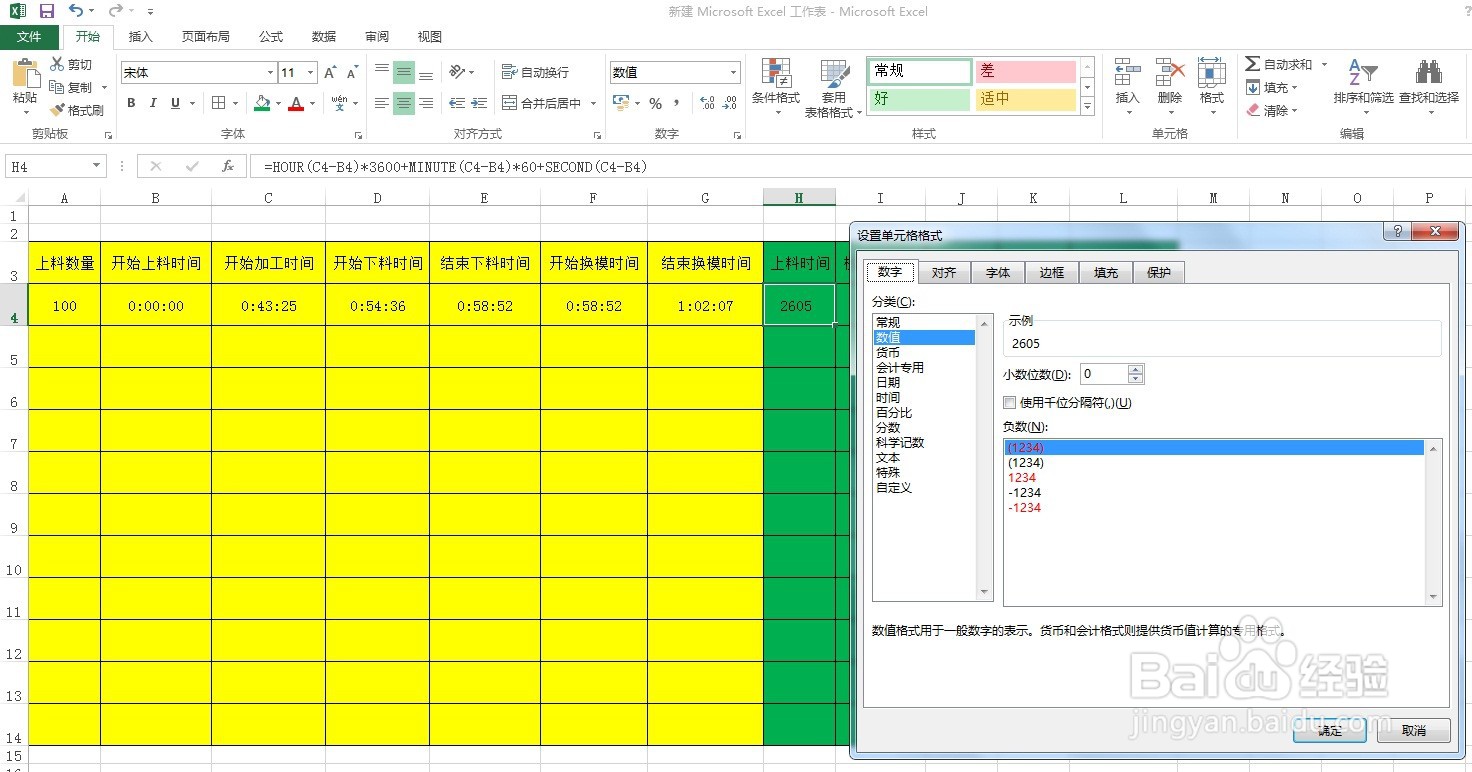
6、在上料时间格输入公式“=HOUR(C4-B4)*3600+MINUTE(C4-B4)*60+SECOND(C4-B4)”,见下图。
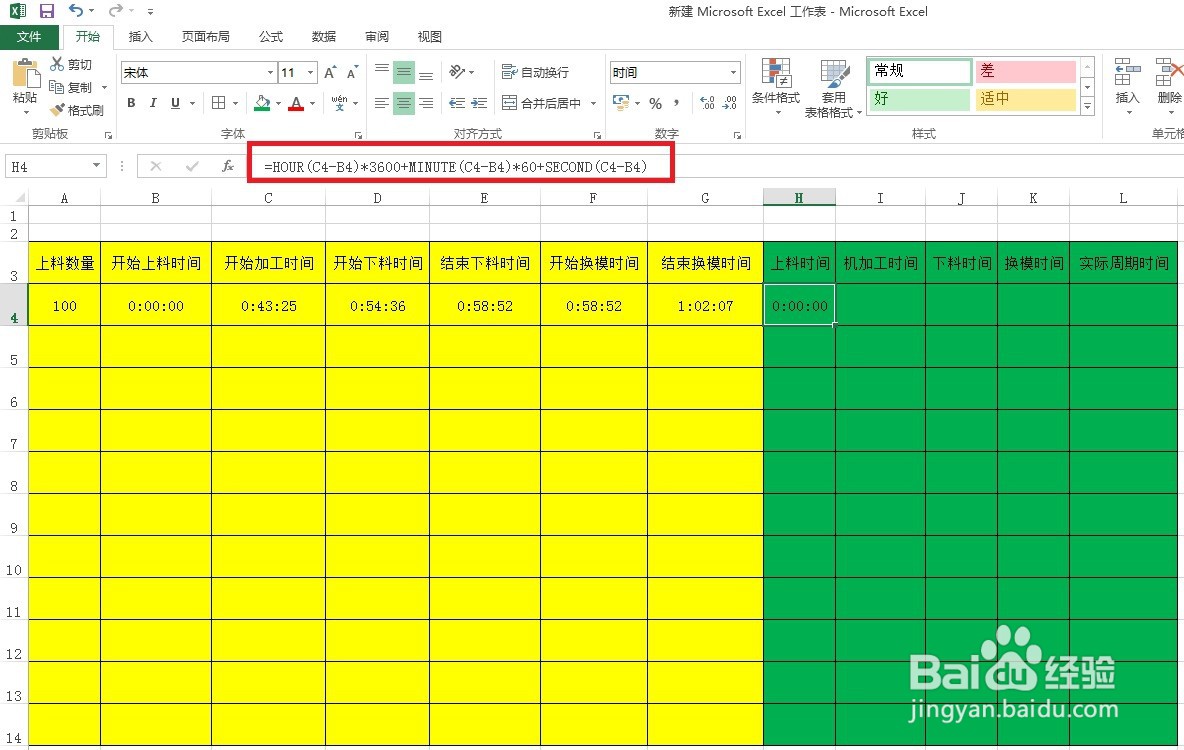
7、将上料时间格单元格格式设置成没有小数点的数据,见下图。
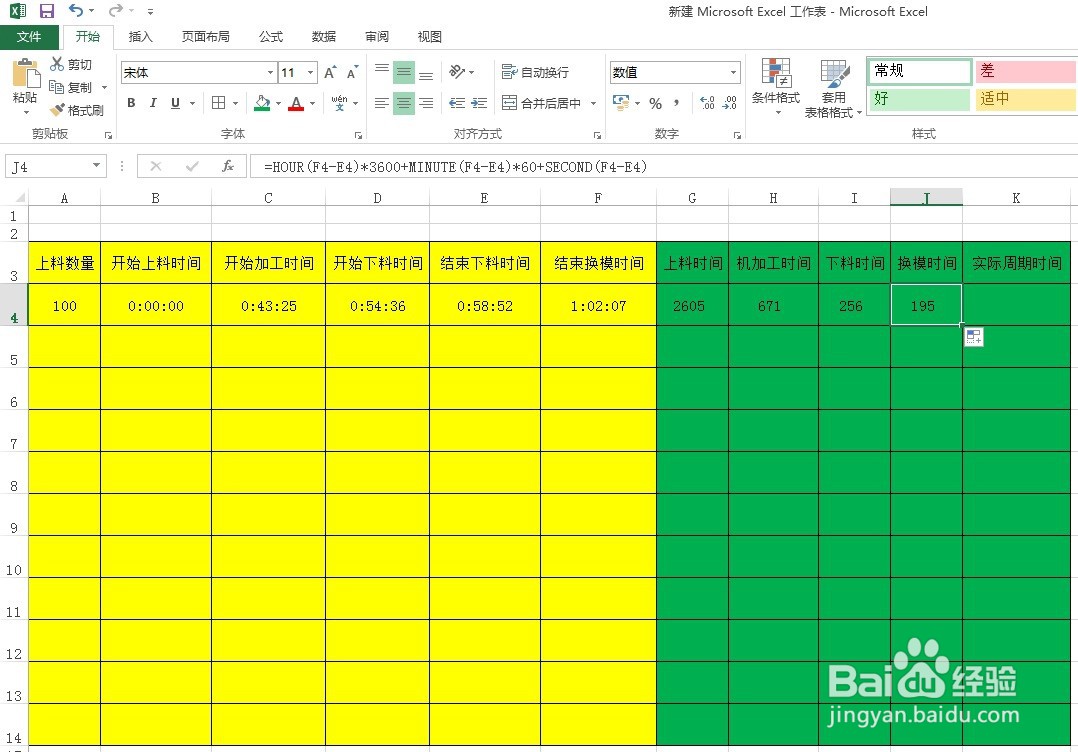
8、将上料时间的公式复制到机加工时间,下料时间和换模时间,见下图。
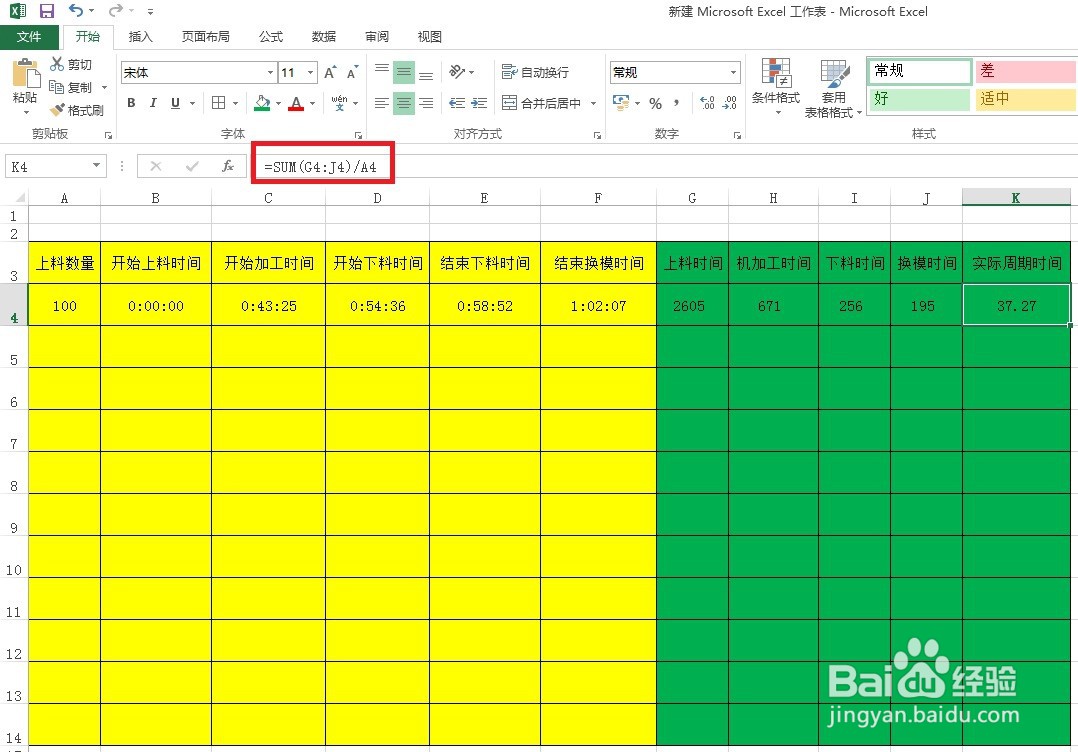
9、在“实际周期时间”中输入公式“=SUM(G4:J4)/A4”,得到每套产品的实际周期时间为37.3秒,见下图。
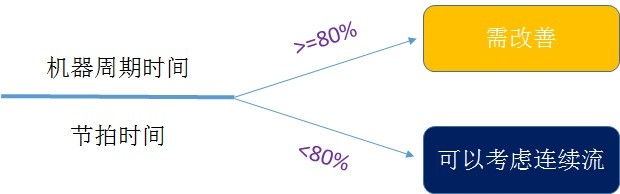
10、根据精益理论要求,若机器周期时间<节拍时间*80%,机器可以与置于产线,合并成连续流,见下图。
但本例中明显机台过大,理论周期时间是以同时加工100PCS作业计算,并不能单纯地依节拍时间的80%作为依据来判定。