1、拆钻刀
按向下点动键,使钻刀下降到正常位置,用内六角扳手将刀轴座上螺钉拧松;

2、通钻刀
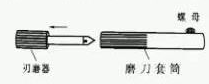
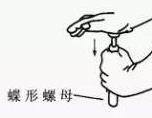
凭证打孔装订机,采用中空钻刀,松开磨刀套筒上的蝶形螺母,拔出顶料插棒,取出冲刀刃磨器,将钻头刀口向内插入磨刀套筒内,使冲刀刀柄端面与磨刀套筒端面对齐,用蝶形螺母锁紧;
3、通钻套清纸屑
将顶料插棒延磨刀套筒端面方向插入,用力挤压顶料插棒的顶端,直至冲刀内的纸屑排除;

4、磨钻刀
将钻头刀口向内插入磨刀套筒内,使冲刀刀柄端面与磨刀套筒端面对齐,确保钻头定位可靠,用蝶形螺母锁紧,将刃磨器缓慢插入磨刀套筒内,使其接触到钻头钻尖为止,顺时针方向用力均匀的转到刃磨器5-6次,不可过于用力,卸下钻头查看钻尖是否锋利;
5、装钻刀
换上新钻刀后再拧紧:按主轴点动键,检查钻刀安装是否垂直,注意钻刀套入刀轴座时,一定要到位;

6、个人建议一
只有当刀柄端面与磨刀套筒端面对齐时,才能确保钻头定位可靠,不会损伤钻头;

7、个人建议二
将刃磨器缓慢插入磨刀套筒内,使其接触到钻头钻尖为止;

8、个人建议三
钻头的钻身长度为45mm,小于这个数值,建议报废。
