1、第一步:切管
用割刀将管材切断,切管时,应将割刀围绕管材旋转,旋转的同时进刀,进刀深度不可太大,以防止将管材压扁


2、第二步:划线
用硬度大于2B的铅笔在管材上面画出相应的承插深度,长度与管件的承口深度一致。

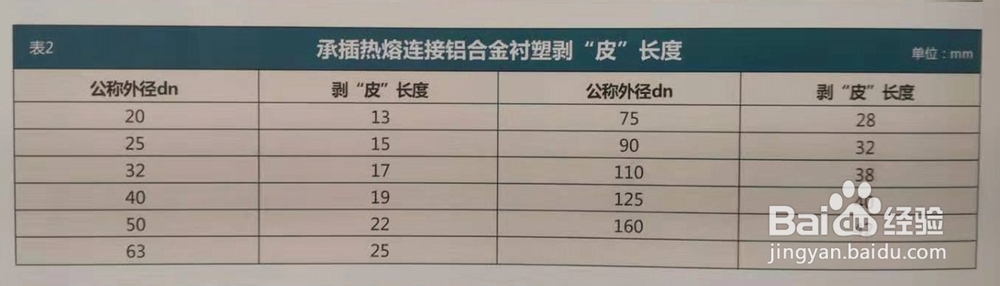
3、第三步:剥皮
用专用剥皮机在管材的轴向方向进行切割,切割时注意深度不能伤及塑料管主体,切割到位后铝皮可以自动崩开,然后采用辅助工具将管材端头切开的铝合金层去掉。


4、第四步:承插热熔连接
1、接通电源,待加热指示灯第一次熄灭后即可用于熔接操作。
2、先将管件内孔置于热熔模头凸模上,再将管材置于凹模上,推入时以中等速度均匀滑动,而且应与模头保持同心,切忌旋转管材或管件。
3、当管件推到加热模头的尽头,而管材到达划线位置时,保持这一位置加热时间到达后,从加热模头上拔出管材及管件。
4、拔出后,立即将管材迅速插入管件中,直至接口上卷曲的熔接环到达管材的划线位置为止,并保持这一位置。
5、保持时间一般为5-10秒,然后静置放平冷却。




