实验目的:综合运用"机械制造技术基础"及有关课程内容,分析和解决实际工程问题的。通过柱塞机械加工工艺规程制订,培养学生制定零件机械加工工艺规程和分析工艺问题的能力,以及设计机床夹具的能力。在设计过程中,学生应熟悉有关标准和设计资料,学会使用有关手册和数据库。柱塞机械加工工艺规程制订是作为未来从事机械制造技术工作的一次基本训练。
任务目标:完成“精密传动柱塞”加工精度设计之后,根据指导教师对零件的精度要求意见,设计并完成各零部件的成批或大批生产加工工艺规程设计加工工艺设计。具体零件图由指导老师另外提供。
一、柱塞机械加工工艺规程制订任务书

圆柱套筒

柱塞
任务内容:
1)上述制定指定零件(或零件组)的机械加工工艺规程,编制机械加工工艺卡片,选择所用机床、夹具、刀具、量具、辅具;
2)对所制定的工艺进行必要的分析论证和计算;
3)确定毛坯制造方法及主要表面的总余量;
4)确定主要工序的加工余量、工序尺寸、公差和技术要求;
5)对主要工序进行工序设计,编制合理的机械加工工艺规程卡,画出工序简图,选择切削用量;
6)定位基准的选择,设计某一工序的夹具,绘制夹具装配图和主要零件图;
7)编写设计说明书。
二、计算生产纲领,确定生产类型
三、零件的主要功用和技术要求
1、零件的功用
柱塞与圆柱套的配合属于小动力传输的一般配合,例如小电动机、泵一类传动与滑动配合。
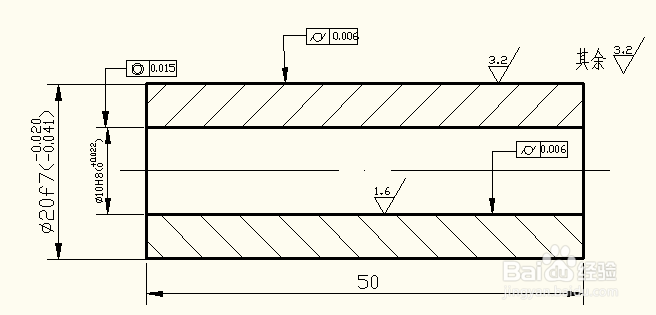
2、零件工艺分析
本零件为回转体零件,其最主要加工面是Φ10H8孔和Φ10f7圆柱面,且两者有较高的同轴度要求0.015,是加工工艺需要重点考虑的问题。其次柱塞与圆柱套由于装配要求,对Φ10f7的圆柱面有端面跳动要求。并且两个工件的配合面有粗糙度1.6的要求。
四、确定毛坯
1、确定毛坯制造方法
本零件的主要功用是传递小动力,其工作时需承受不大的冲击载荷,不过要求有较高的强度和刚度,保持配合的精确性。由于需要进行滑动摩擦,所以表面必须有足够的硬度。因此柱塞必须选用45钢,先进行调质,表面再进行淬火。圆柱套内表面也要经过表面淬火。
2、确定总余量
柱塞:确定直径上总余量为6mm,高度(轴向)方向上总余量为8mm。进给量为f=0.4mm/r切削速度为v=100m/min。
圆柱套:确定内外直径上总余量为6mm,高度(轴向)方向上总余量为8mm。进给量为f=0.6mm/r,切削速度为v=100m/min。
3、绘制毛坯图


五、工艺分析
1、选择表面加工方法
圆柱套:Φ10H8孔参考表S-2,并考虑:①由于该工件属于课程设计内容,属于单件小批量生产;②零件热处理会引起较大变形,为保证Φ10H8孔的精度及与表面的同轴度,热处理后需对该孔再进行加工。故确定热前采用钻孔——扩孔——磨孔的加工方法,热后采用磨孔方法。
柱塞:Φ10f7的圆柱材料要必须经历粗车——半精车——精车的加工方法,以达到圆柱表面的精度。
两端面:一般要求不高,只需粗车一遍即可。
2、选择定位基准
1)圆柱套:精基准选择圆柱套的设计加工外表面和钻孔时都以轴线定位,因此以外圆为设计基准。考虑定位稳定可靠,选一大端面作为第二定位精基准。在磨孔工序中,为保证圆柱外表面与孔的同轴度,选外表面作为定位基准。
2) 柱塞:精基准的柱塞的设计主要是加工圆柱外表面,因此也选择以轴线定位,因此以外圆为设计基准。
六、工艺规程设计
1、圆柱套:
1)粗车外圆,粗车端面(普通车床,三爪卡盘);
2)半精车外圆,粗车端面(普通车床,三爪卡盘);
3)精车外圆,精车端面(普通车床,三爪卡盘);
4)钻孔(普通车床,钻头,三爪卡盘);
5)切断并粗车另一端面(普通车床,钻头,三爪卡盘);
6)扩孔(立式钻床,三爪卡盘);
7)中间检验;
8)磨孔(内圆磨床,节圆卡盘);
9)检验;
10)热处理;
11)最终检验。
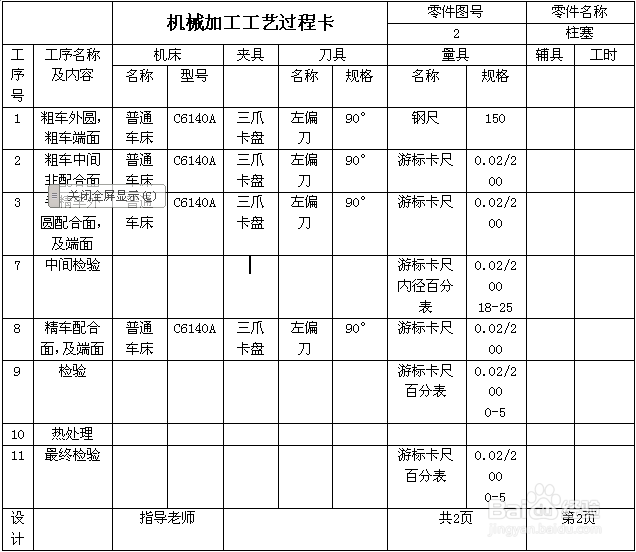
2、柱塞:
1)粗车外圆,粗车端面(普通车床,三爪卡盘);
2)粗车中间非精加工轴段,即非配合面(普通车床,三爪卡盘);
3)半精车外圆两端精加工面,即配合面,半精车端面,(普通车床,三爪卡盘);
4)中间检验;
5)精车配合面,精车端面(普通车床,三爪卡盘);
6)检验;
7)热处理;
8)最终检验。
七、机械加工工艺过程卡

八、机械加工工序卡片



九、总结
通过这次机械加工工艺课程设计,我明白到工艺过程是指在生产过程中,改变生产对象(如原材料,毛坯,半成品,部件等)的形状,尺寸,相对位置和性质,使其成为成品或半成品的过程。在这次设计和上机床实践操作中,我学会了很多,工艺过程是指在生产过程中,改变生产对象(如原材料,毛坯,半成品,部件等)的形状,尺寸,相对位置和性质,使其成为成品或半成品的过程。在工艺设计的工程中,要综合考虑产品精度的要求、现有的加工条件、经济效益以及人力资源等等。对精度要求不是很高的零件可以不用进行精加工;不能在加工质量差的机床上加工精度要求高的零件。再设计的过程中还要兼顾到产品的质量和生产的效率。在设计产品的过程中我们不能不能仅仅的考虑如何将产品设计得怎么漂亮怎么创新,我们还需要考虑到产品在加工过程中可能遇到的问题和困难,能不能在现有的设备上加工出来,加工的效率如何,加工的质量如何,还有就是加工的成本高还是低。这些都是要求我们在设计产品的时候要考虑到的因素。做到“质量与经济效益的统一”,我们作为未来的机械设计制造者在未来的设计中要充分考虑到各方面的问题,不能光顾质量而忘了经济效益,更不能为了经济效益而牺牲产品质量!
十、参考文献
1) 赵家齐编,机械制造工艺学课程设计指导书(第2版)——普通高等教育机电类规划教材;机械工业出版社2004-2-1
2) 张龙勋,机械制造工艺学课程设计指导书及习题,机械工业出版社,2007
3) 李益民编,机械制造工艺设计简明手册;机械工业出版社;1999
4) 艾兴肖诗纲主编,切削用量手册, 机械工业出版社;1994
5) 王凡主编;实用机械制造工艺设计手册;机械工业出版社,2008