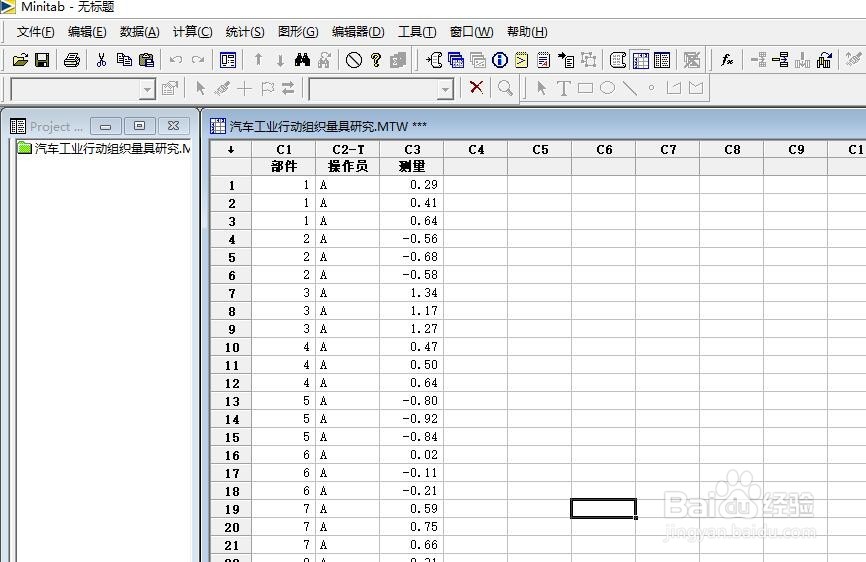
1、首先我们要知道做R&R研究需要3个人,对10个零件分别测3次,一个可以得到90个数据。打开minitab软件,分别录入3组数据:①10个零部件的编号②3个操作员名字/编号③每次测量数据,注意数据一定要录入正确,一一对应。
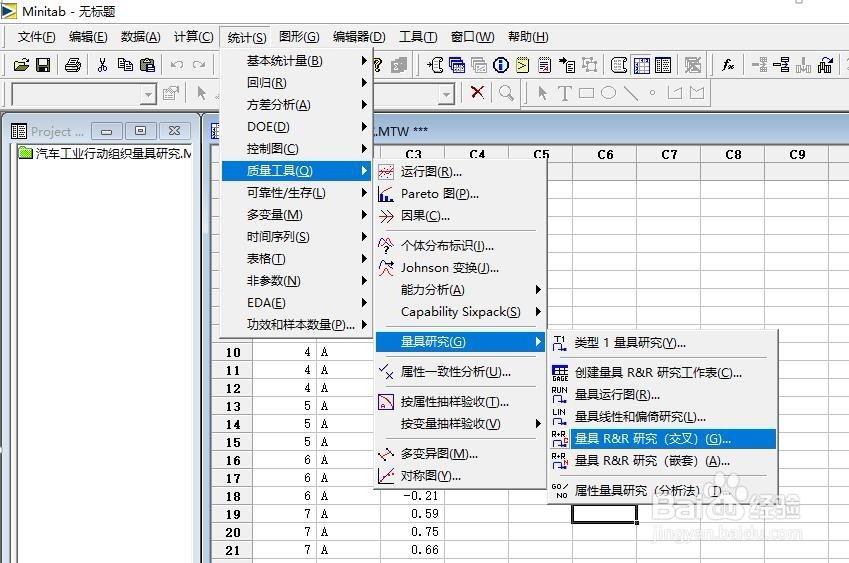
2、依次打开统计→质量工具→量具研究→量具R&R研究(交叉)。
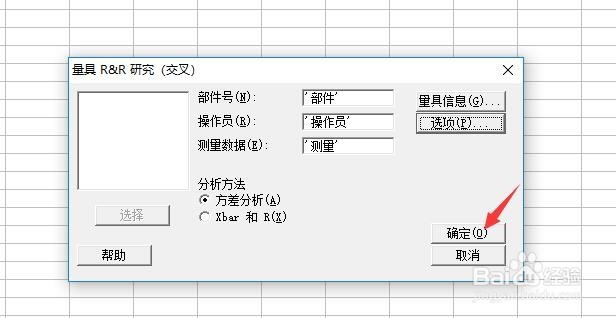
3、在弹出对话框中,在部件号位置选择“部件”;操作员位置选择“操作员”;测量数据位置选择“测量”,分析方法勾选“方差分析”。

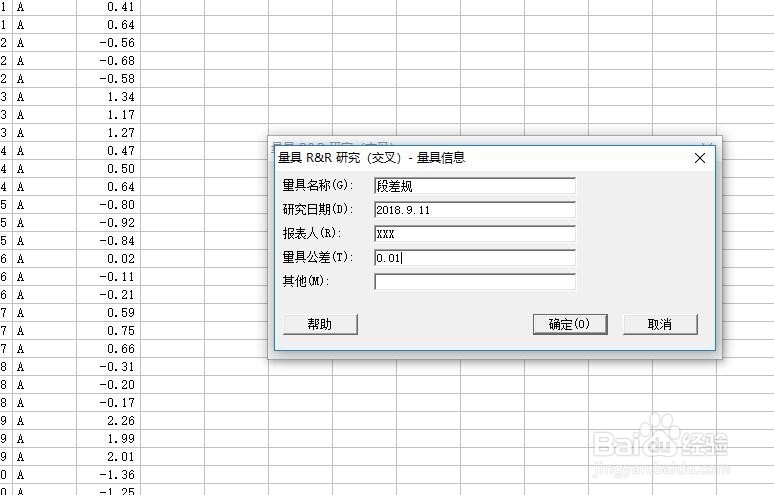
4、点击“量具信息”,在对话框中录入相关量具信息,研究时间等,点击“确定”回到上一对话框。
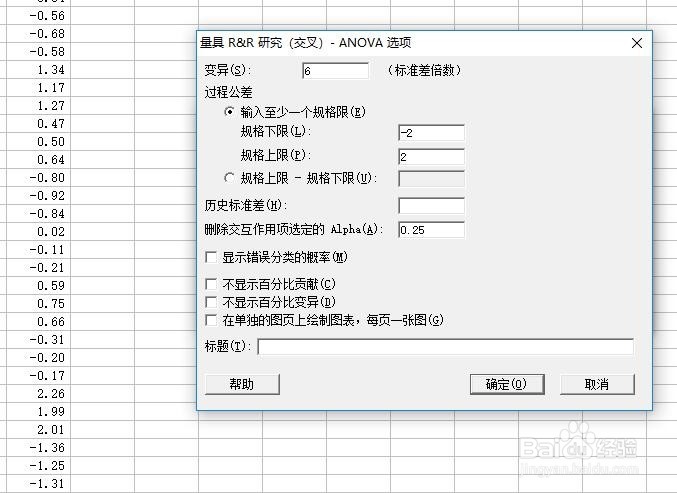
5、接着点击“选项”,在规格线中输入产品公差值,点击“确定”回到上一对话框,点击“确定”进行R&R分析。
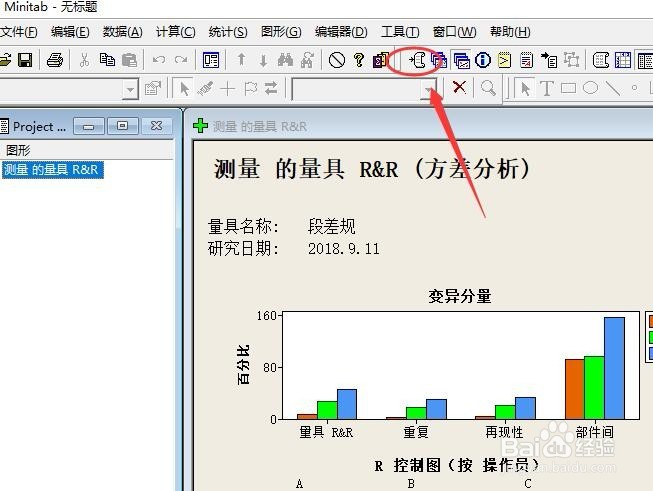
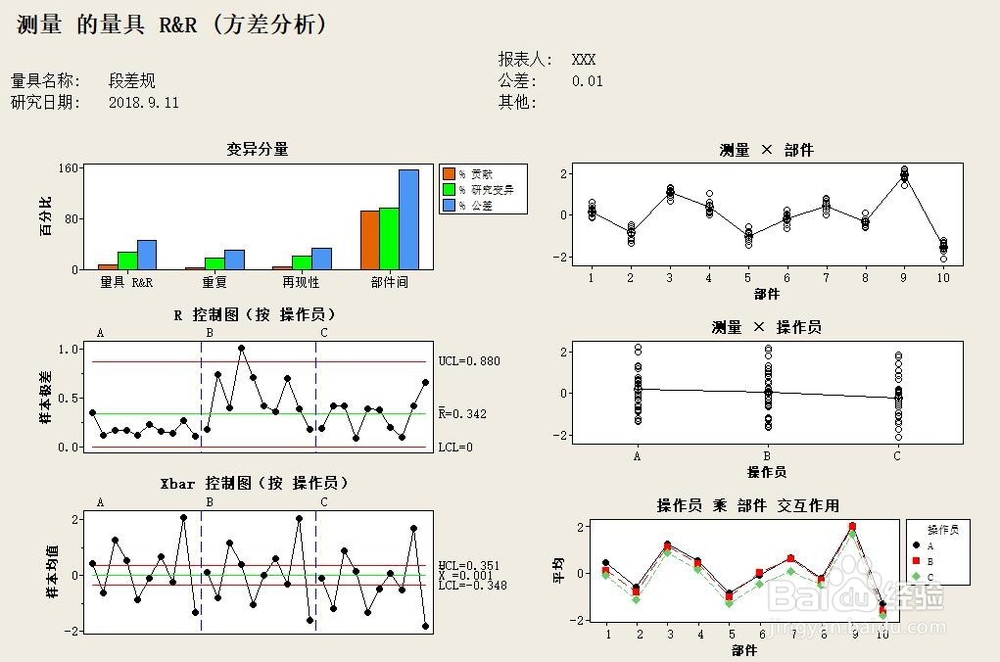
6、控制图解释:变异分量—我们希望得到的是前3个柱形图越短,最后个柱形图越长约好;R控制图—处于受控状态;Xbar控制图—所有点尽量在控制线以外;3个属性的交互作用—所有图形尽量保持一致趋势。
7、再看会话解释:点击菜单栏中的“显示会话文件夹”,我们主要看两个数据(①横坐标“合计量具 R&R”纵坐标 %研究变异 (%SV);②可区分的类别数)第①个数据需要≤10%;当其在10%-30%之间时,可以进行评审是否可接受,但需要持续改进(如操作员培训,夹具改善等等);>30%必须改进,不得使用。第②个数据必须≥5,当<5的时候,可能需要精度更高的测量工具。