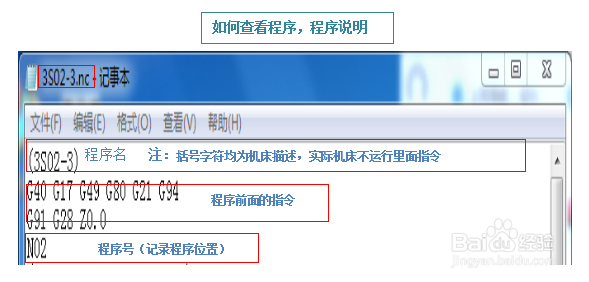
1、首先我们用电脑中记事本(或者直接在机床编辑程序中)打开NC程序,如图示界面。

2、在打开的NC程序中首先我们可以看到程序名3S02-3,程序取消机床继承其他指令格式命令G40 G17 G49 G80 G21 G94,机床Z轴回零点指令G91 G28 Z0.如图示界面。
3、加工前阶段,选择数控刀具、选择加工坐标系、指定转速S、开冷却液,如图示界面。

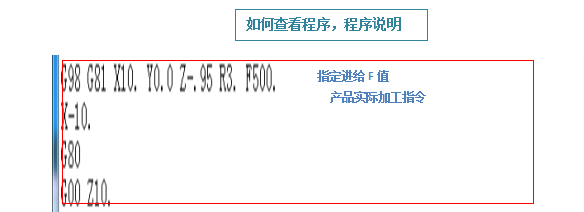
4、中间为产品实际加工指令,多半为数值和G/M指令,如图示界面。
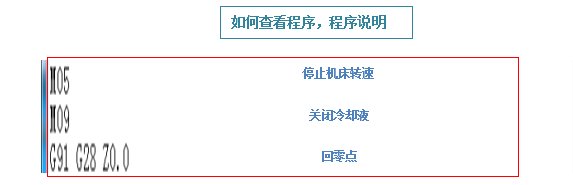
5、产品程序结束固定格式。停止机床转速、关冷却液、回零点,如图示界面。
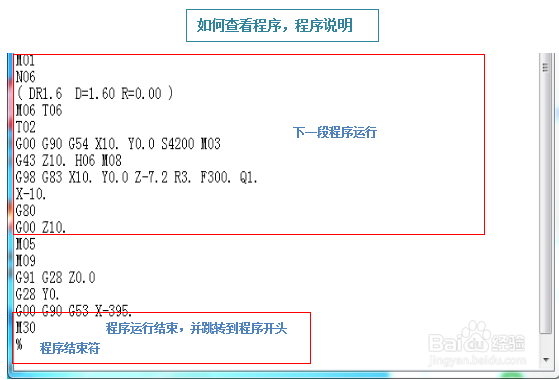
6、运行下一段程序,直到程序运行完,跳转到程序开头,等待下一次的产品程序运行‘如图示界面。’