1、先将要测量工件的表面清理干净,不能有油污或其他杂质,必要时用油石清理。

2、形成间隙的两工件必须相对固定,以免因松动导致间隙变化而影响测量效果。

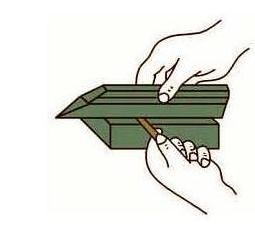
3、根据目测的间隙大小选择适当规格的塞尺逐个塞入。
如:用0.03mm能塞入,而用0.04不能塞入,这说明所测量的间隙值在0.03mm与0.04mm之间。

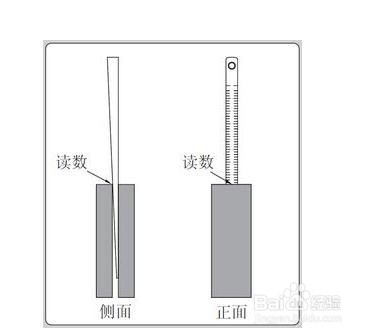
4、读出塞入的塞尺个数,然后对下一位进行估读即可。
例如步骤3中的可读0.035。

5、当间隙较大或希望测量出更小的尺寸范围时,单片塞尺已无法满足测量要求,可以使用数片叠加在一起插入间隙中(在塞尺的最大规格满足使用间隙要求时,尽量避免多片叠加,以免造成累计误差)。

6、读出总塞入的塞尺个数,然后对下一位进行估读即可。
7、一些注意事项
1、根据结合面的间隙情况选用塞尺片数,但片数愈少愈好;
2、测量时不能用力太大,以免塞尺遭受弯曲和折断;不能测量温度较高的工件。
3、 使用塞尺时不能戴手套并保持手的干净、干燥。
4、 观察塞尺有无弯折、生锈,以免影响测量的准确度。
5、擦拭塞尺上的灰尘和油污,以免影响测量的准确度。
6、测量时不能强行把塞尺塞入测量间隙,以免塞尺弯曲或折断。