Standardized Work Combination Sheet(标准化操作组合表)
标准作业组合表是现场改善,特别是流程和动作改善必不可少的工具之一。标准作业组合表应该配合标准作业表和Layout图共同使用,共同分析动作、等待、运输、工序等浪费。
标准作业组合表主要定义了以下内容:
a)手动时间,用—符号来表示
b)机器时间,用---符号来表示
c)行走时间,用~~~~符号来表示
d)等待时间,用符号<->来表示
标准作业组合表最擅长分析一人操作多台机器的情形,很容易就能发现现有作业中的问题。
下面是一张简单的标准作业组合表,我们可以看到左侧部分是作业次序和所用时间,右侧部分是横轴为时间,纵轴为作业次序的图表。那么通过这张组合表,我们能看到什么呢?
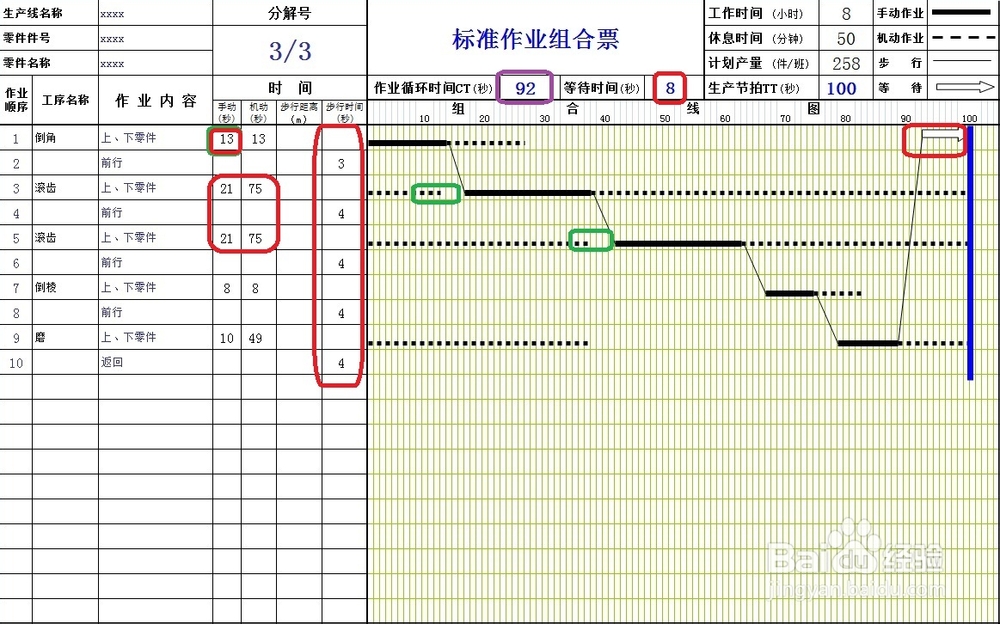
1>该作业流程CT=92"<TT=100",故不存在瓶颈,但存在等待浪费8"。但是在实际的作业中,这种等待浪费是看不到的,因为作业员会重新加工一个新的零件。
2>机器的加工能力完全可以满足TT,所以完全没有必须提升机器的加工速度。
3>从左侧的步行时间可以看出,步行时间为19",太长了,应该结合标准作业和Layout布局来分析改善。
4>倒角、滚齿的手动时间过久,总共需要55"的时间。因为这几步都是机加工为主,手动时间主要是定位和按擎,花费这么久肯定是治具方面的问题,应该结合实际作业去具体分析。
5>应该具体去分析磨的工位。因为磨这个动作无价值,一般是因为产生倒刺和表面划痕才需要去磨,所以要具体分析为什么需要该工序?毛刺产生的原因是什么?在什么地方产生的?可不可以避免?
综上分析,通过改善去减少整个CT时间,然后再去分析,可不可以把别人的作业增加进来,依次类推,做到少人化。