新能源电池未来行业发展前景
在未来能源的战略布局中,新能源将占据越来越重要的位置。长三角、环渤海区域主要承担着新能源产业研发、制造功能,是我国新能源产业发展的高地;中部地区承担着材料研发制造功能;西部地区依托丰富的自然资源,是新能源发电项目承载地。
三元锂电池废水主要成分是什么呢?
尽管三元锂离子电池不含广受诟病的铅、镉等重金属,但从工艺上来讲,除了锂,它的电解液中,仍然有镍、钴、锰等重金属,电解液,含氟有机物也有污染。此外,报废之后,它仍有300-1000V不等的高压,在回收、拆解、处理过程中操作不当,还是可能会有重金属污染、有机物废气排放等多种问题。锂离子电池在资源再生循环利用过程中,经过热解、粉碎等物理预处理和浸出、萃取等化学处理后,只能得要镍、钴、锰萃余液,要想进一步提纯,需要引入大量的氨水来进行处理,如此一来,会排出有害的含氨废液。进一步,过量的含氨废液排入水体,将导致水体富营养化,造成水中生物大量灭亡,而高浓度氨氮废水被氧驼屈化生成的硝酸盐和亚硝酸盐则对人类的健康造成很大的威胁。
三元锂电池废水处理工艺
工业上目前采用比较多的工艺方法有沉淀法,蒸发器,离子交换树脂等等,沉淀池好处就是处理量大,工艺门槛不高,但是处理精度有限,往往沉淀池后产水要接离子交换树脂工艺做末端精度处理,确保稳定出水达标排放。反渗透方法也是比较常用的一类方法,并且使用和操作简单。但是膜受限于本身的工艺缺陷,无法做到分离提纯回用等功能,例如锂回收,而且能耗高,使用成本较高。离子交换树脂工艺目前普遍应用于电子电镀,新能源电池酸洗等行业治理废水,处理精度高,产水稳定,能耗不高,并且可以做到分离提纯,三元锂电池的废水,工厂往往都是采用树脂做废水处理并提出回用锂。但是树脂也因为交换能力强,选择交换的特点,工厂刚产出的废水往往浓度较高,直接使用树脂成本就会很高,所以目前三元锂电池项目废水大都采用沉淀池+过滤装置+离子交换树脂装置的工艺来解决废水处理问题,同时考虑氯化铵的回收经济性,所以工艺可改进为电池废水→沉淀池+过滤装置+离子交换树脂装置选择性出钴等金属+蒸发器,树脂的再生液废水直接回前端工艺即可。蒸发器蒸发得到的结袭特晶体就是价值很高的氯化铵固体。例如我之前给湖南的一家电池厂商做的三元电池废水项目,废水产量达每小时55吨以上,且是24小时不间断,废水以镍钴锰+氯化铵为主。工艺方案就是上述介绍的方案流程,原水经过沉淀池处理后,镍钴锰含量可以降到比较低的程度,过活性炭装置后,进入树脂系统够压三,树脂定向吸附镍钴锰。有效的钴含量进水前150ppm左右浓度,树脂产水要求做到2ppm以下即可,然后进入蒸发器蒸发,得到氯化铵晶体。树脂再生液则回到前端沉淀池即可。
除钴镍回收锂树脂CH-90Na
(一)简要介绍 CH-90Na适用于从一价金属离子中选择性的去除或回收二价金属离子的应用。二价金属离子可以很容易的与单价金属离子分离,如Cu2+、Ni2+等离子。此二价金属离子的去除应用,如电镀及金属酸洗、水解冶金、电池制造业的铅去除、 电子业等应用。选择性的顺序如下:Cu>Pb>Ni>Zn >Co>Cd>Fe+3 >Mn>Mg>Ca>>Na再生药剂的选择可用盐酸或S酸,对于除铜应用建议用S酸,建议用NaOH再生将树脂转换成 Na 型,并将 pH 变成原来的进水条件。
(二)基本特性下表为CH-90Na 基本特性
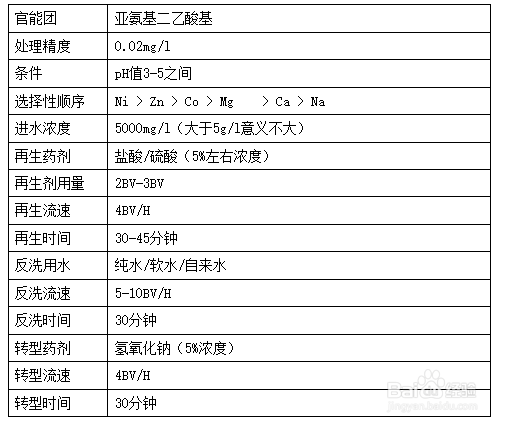
(三)操作条件 CH-90Na 操作条件
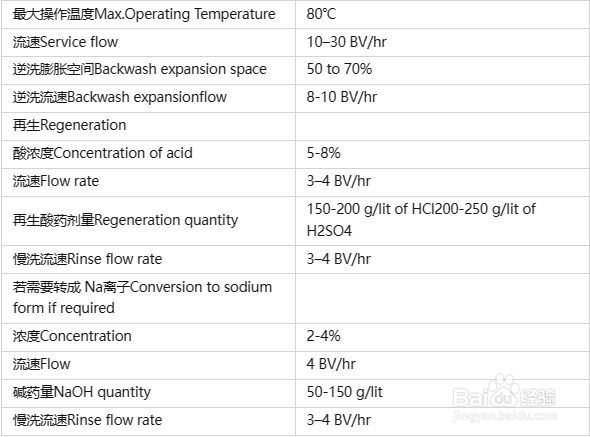
CH-90Na特种螯合树脂特点1、处理精度,废水中重金属含量可做到0.02ppm,远远低于标准;2、吸附量大,对于锂/镍/钴/锰的饱和吸附容量能够做到14g/117g/58g/55g/L。3、能对低浓度废水进行深度处理,浓缩比,解决低浓度废水处理难题;4、模块组件形式,自动化程度,操作简单。5、可吸附镍离子及络合态镍(柠檬酸、醋酸、酒石酸、琥珀酸、羟基乙酸等,以及锌镍合金、镍铵络合物等)。