1、热熔柱纯粹是利用塑胶件的热变形冷却成型后压住要固定的零件,因此不能承受太大的分离力,而且因容易产生永久性失效,所以一般只用于产品结构内部作简单固定和定位零件的场合。

2、根据要实现的功能和形式的不同,热熔柱又可以分为实心热熔柱、空心热熔柱和热熔螺母。
1.实心热熔柱
用于熔化粘结的塑胶柱子是实心的柱子称为实心热熔柱,也是最常见的热熔形式,它的粘结力相对于空心热熔柱要小。
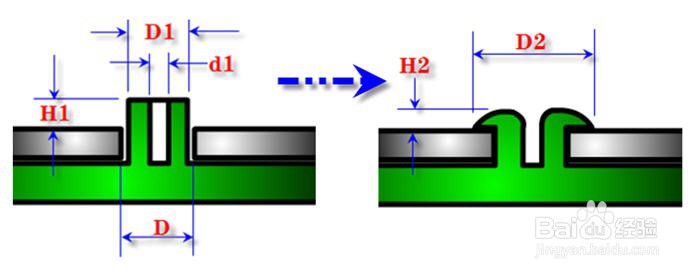
对于实心热熔柱,一般技术尺寸如下:
D-d1的值一般是0.2到0.4,如有定位要求,则取0.2
H2一般小于0.5,根据结构空间的需求还可以更低
d2无固定要求,一般等于2*d1左右。
d1一般1.0左右,柱子底部倒角0.3c,防止柱子应力性断裂
H1的高度大约为1.4*d1。对于1.0的柱子,高度取1.4左右便可。

3、2.空心热熔柱
空心热熔柱在热熔前类似于司柱,可以应用于需要较大粘结力的场合。
对于实心热熔柱,一般技术尺寸如下:
D-D1的值大概为0.4~0.6
H1的值1.6到2.0mm,一般可取1.8mm
D1的值从2.2到2.6,一般可取D1-d1=1.2mm
H2一般小于0.6mm
4、热熔柱的常见缺陷
上面两种热熔柱,虽然粘结力大小有差异,但因为热熔本身的特性,因此都有相同的缺陷,热熔的常见问题主要是热熔点脱落,造成原因如下:
熔点胶量过小导致熔后香菇头太小,粘合力不足,这是设计上的原因。
熔点没有熔到位,这是热熔工艺的问题。
热熔柱断裂或倾斜,这是装配的原因
产品材料弹性过大,热熔柱还来不及冷却凝固就被弹开,熔不住,这是热熔的先天不足。
影响热熔效果的因素包括热熔温度、热熔气压、下压速度和热熔时间等,不稳定。
5、3.热熔埋植
除了实心热熔柱和空心热熔柱,还有一种特殊的热熔方式,那就是热熔埋植,热熔埋植就是通过热熔固定埋植在塑胶柱子内的螺母。
常用的埋植方式,可以使用热熔机埋植或手工电络铁埋植。具体的步骤如下:
铜压柄靠电加热至80~90度,与铜螺母接触,并使铜螺母温度升高。
热铜螺母逐渐熔化内孔侧塑胶并被压入塑胶件。
退出压柄,铜螺母与塑胶件热熔成一体冷却后固定。
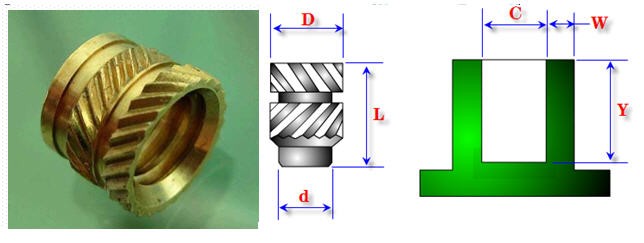
埋植用的螺母外圈一般都有相反方向的两组斜纹,以保证埋植好的螺母不会因受扭力而旋出。
热熔埋植的相关技术尺寸如下:
d尺寸为螺母底座(导向定位部分),在埋入前与塑胶C部分配合,d部分要比塑胶内孔径C尺寸小,以方便定位
D尺寸为螺母外径,它与塑胶内孔径C尺寸相配,一般手机螺母塑胶 内孔径比螺母外径小约0.25-0.3mm;
L尺寸为螺母长度,它与塑胶孔深度Y尺寸配合,一般塑胶孔深比螺 母高(长)度大0.5-1.0mm的深度用于储胶;
W为塑胶孔壁厚,一般塑胶孔壁厚为0.8-1.0mm以上,螺母尺寸规格 越大,肉厚越大。
6、热熔埋植的常见问题如下:
a.螺母尺寸太小,塑胶孔太大,螺母埋入塑胶 后吃不到胶,会产生扭拉力不足现象
b.螺母尺寸太大,预留孔太小,会产生溢胶或者爆裂现象:
