1、平行度校正前准备:檢查各所需配件是否齊全,滑板組件、螺絲、扳手用具等。如若料不齊全,應找相關部門說明發料弄齊物料。

2、動模壁滑板座組裝:
如圖1左為滑板底座,右為調整板 。圖2為滑板底座組裝滑板後。之后用內六角螺絲將調整板和滑板底座進行組裝。

3、如圖3所示為滑板底座組裝完成,底座兩側有用螺絲帶緊的橡皮墊。有的機型調整板上全為內六角調整上下誤差。如圖3左邊一樣安裝,螺絲不用鎖緊。滑板底座調整板作用:用於調整動模壁與定模壁上之間距離,與下平行距離的誤差。

4、車壁與機架的組裝:
1. 將車壁吊起放置安全機構上,並且要求其不會傾倒,保證安全。調模壁及動模壁底面需放置到可以安裝滑板的空間內。
2. 安裝組裝好的滑板底座及調模滑板至動模壁底部和調模壁底部,如圖4,5所示。

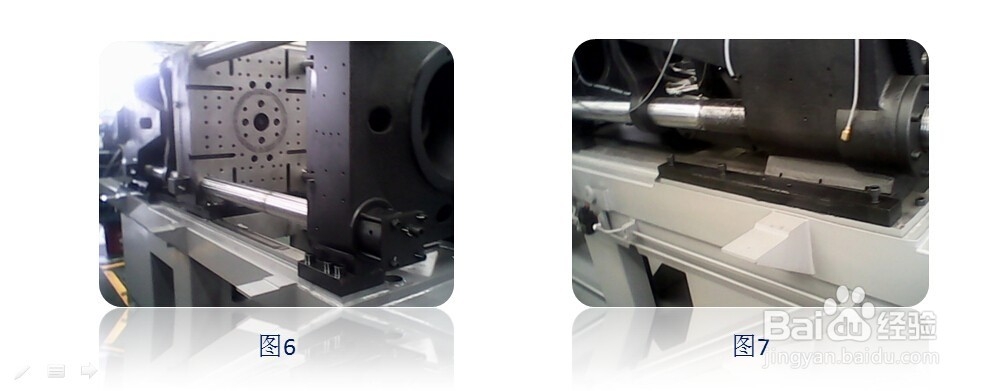
5、3. 組裝完滑板後,將車壁吊到機架上安裝,調模壁腳的兩側用調模壓板固定住。如圖6,7所示
4. 帶好螺絲後將定模壁的大柱壓板和螺母微微松一點,以便調整動模壁和定模壁的平行度。
5. 接好控制油路,以便開關模,調模動作的執行。
6、平行度的調整:
1. 對車壁各個機械部位進行潤滑,曲手軸、大柱腔、調模齒圈等。讓其在動作時可以保持順暢,避免潤滑不夠而在動作時卡死或使機械部件損壞。
2. 將調模壁的調模齒輪調整至調模的摩擦片的面上,並且摩擦片要緊貼調模大柱孔的內表面上。
3. 調模齒圈要與調整好的調模齒輪螺母保持面平行,因為面如果不平行會導致齒圈在運轉時齒輪螺母運轉時,力不在同一個平面上,而使齒圈卡死,調模不會動作。


7、4. 將調模齒輪處理好後,鎖好動模壁滑板底座與機架面接觸平整。對定動模用百分表進行平行度測量。如圖8,9 所示。

8、5. 測量後模壁下方距離有誤差則用工具敲一下,使其達到正常誤差範圍內,左右相差3絲以內,其餘相差10絲以內。左右調整好後將動模壁腳螺絲鎖緊。再將定模大柱螺母鎖緊,最後大柱壓板螺絲鎖緊。
6. 用百分表再次測量定動模上下左右平行度,若上方距離偏差偏大,則調整動模壁調整板定模壁對著的另一側螺絲,將調整板頂高至上方偏差處於誤差內,若誤差偏小則調整動模壁調整板定模壁對著的一側螺絲,頂高調整至上方偏差處於誤差內。
9、7. 調整完誤差,上下左右均在誤差範圍內後,開始試運行開關摸,及調模。運行幾個週期後再次用百分表進行測量誤差進行調整,如有誤差則微松定模上的大柱壓板及螺母按第四部分5,6方法進行調整。
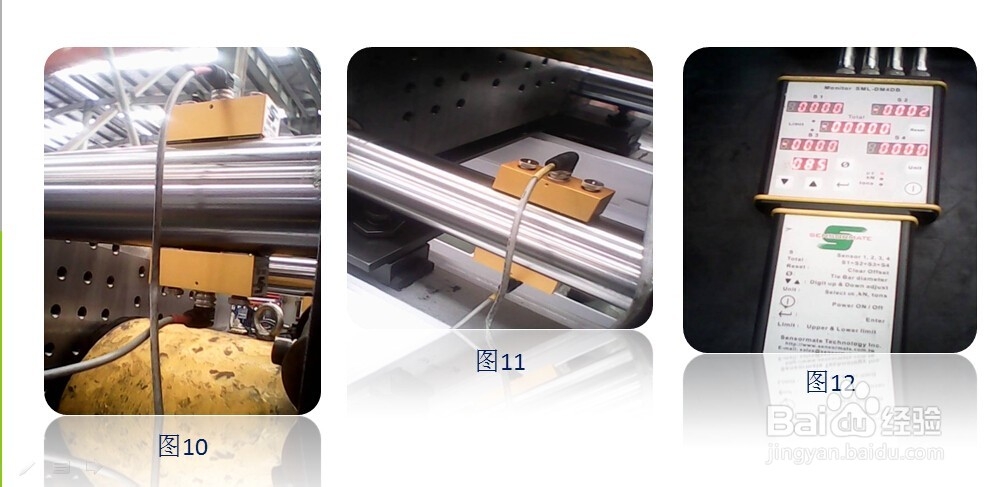
8. 一切正常後最後進行大柱延伸測試。如圖10、11、12所示,大柱延伸誤差均要處於10絲以內,如若超出則檢查有無鎖緊大柱壓板螺絲,調模齒圈有無到底,大柱是否過長等。若在誤差範圍內則表示車壁調整完畢。