1、1.量管切管
首先,用砂轮切割机或割刀在记号处将钢管切断。

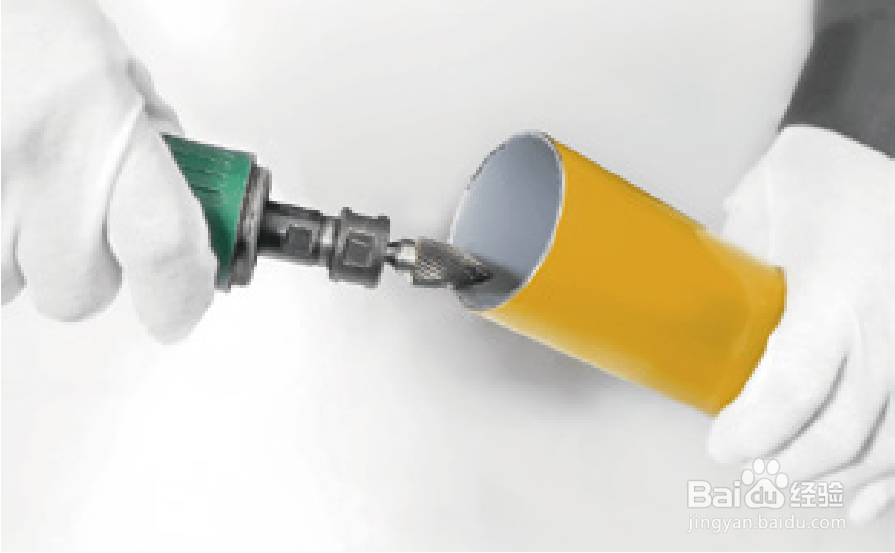
2、2.清除毛刺
在切割后,去除管材端口的内外毛刺。如果用其他方式切割管材,也一定要清除管材端口的内外毛刺,避免刺伤密封圈,导致泄漏。
3、3.插管划线
插入前应仔细检查橡胶圈是否装在管件的正确位置,并检查表面是否有异物。将割好的钢管垂直的插入管件到位,并在管件端口部位用记号笔做插入到位的记号。拔出管材与管件对比,确认插入深度正确后,将管材重新插入管件,等待卡压作业。

4、4.卡压连接
拔出定位销子,更换和管件匹配的钳口,准确放入钳口座内,插入定位销子。打开钳口,将管件的环状凸槽放入钳口的环状凹槽内,然后按下压接枪开关,压接枪将自动运行,直到钳口闭合,并自动泄压完成压接作业。打开钳口,采用六角量规测量管件压接部位,若量规能顺利通过,则压接完成。
